













































На начальном этапе опытного или мелкосерийного производства 3D-принтер оказывается максимально эффективным инструментом. Но результативность его использования определяется как мастерством пользователя, так и правильным подбором модели.

Качество создаваемых моделей будет зависеть от площади рабочей поверхности камеры принтеры и толщины наносимого слоя. Медленная печать характеризуется более солидной областью печати и меньшей толщиной слоя, то есть, более высоким качеством. Но при нанесении тонкого 20- или 50-микронного слоя создание даже небольшого прототипа может растянуться на 8-10 часов. При этом качество может быть неотличимо от модели, созданной нанесением 100-микронных слоев. Оптимальным соотношение между качеством модели и скоростью ее печати становится при слое в 0,2 мм.
Не всегда нужна и большая камера. Габаритные прототипы печатаются достаточно долго (сутками и даже неделями). Кроме того, с увеличением габаритов камеры растет и стоимость принтера. Возможно, создаваемая модель может быть изготовлена из более мелких напечатанных деталей путем склеивания? Даже в этом случае создание прототипа на принтере будет более простым и в разы более быстрым, чем при использовании традиционного оборудования.
Общими для всех разновидностей характеристиками является способность плавиться при нагреве и возможность экструдирования в пруток (все пластики продаются в виде намотанных на бобину нитей, устанавливаемых в принтер). Отличаются они температурой плавления, которая должно строго соблюдаться в рабочей камере во избежание искажения углов печатаемой модели и отрыва ее от платформы.
Выплавляемые или выжигаемые прототипы для ювелирных и медицинских целей изготавливаются из модельного воска. Они позволяют достигать высокой точности и детализации, необходимых при печати ювелирных изделий, имплантов, коллекционных дорогостоящих сувениров и т.п.
Наиболее доступным по цене расходным материалом для бюджетных принтеров является, конечно, пластик. Стоимость бобины зависит от типа пластика, его объема и качества и колеблется в пределах $30-80. Профессиональные специализированные принтеры используют для печати более дорогие «расходники»: воск, жидкие фотополимеры и стволовые клетки.
Производители принтеров уверяют пользователей, что их оборудование работает со всеми видами расходных материалов. Но на практике качество моделей, изготавливаемых из ABS-пластика, оказывается более высоким при наличии у принтера подогреваемой площадки и полностью закрытой рабочей камеры. При их отсутствии высок риск расслаивания прототипов в ходе печати при изменении температурного режима в помещении.
Для цветной печати или печати разными материалами принтер должен быть оснащен дополнительными (вторым и даже третьим) экструдерами – печатающими головками, послойно создающими прототип. Но следует помнить, что увеличение их количества сокращает область печати и затрудняет производство высоких прототипов. Разумеется, двухцветная печать отличается и высоким уровнем сложности. Определитесь – актуальна ли она в Вашем случае.
Для чего нужен принтер? Обсудим точность и скорость печати
Обдумав ответ на этот вопрос, Вы купите принтер, который будет работать для Вас максимально эффективно. Создание простых объектов несравнимо с созданием, например, ювелирных украшений, которые требуют максимально точной детализации самых мелких элементов создаваемых прототипов. Поэтому следует четко сформулировать характеристики, которым они должны соответствовать.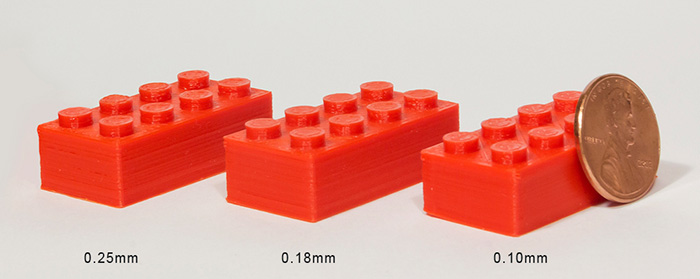
Качество создаваемых моделей будет зависеть от площади рабочей поверхности камеры принтеры и толщины наносимого слоя. Медленная печать характеризуется более солидной областью печати и меньшей толщиной слоя, то есть, более высоким качеством. Но при нанесении тонкого 20- или 50-микронного слоя создание даже небольшого прототипа может растянуться на 8-10 часов. При этом качество может быть неотличимо от модели, созданной нанесением 100-микронных слоев. Оптимальным соотношение между качеством модели и скоростью ее печати становится при слое в 0,2 мм.
Не всегда нужна и большая камера. Габаритные прототипы печатаются достаточно долго (сутками и даже неделями). Кроме того, с увеличением габаритов камеры растет и стоимость принтера. Возможно, создаваемая модель может быть изготовлена из более мелких напечатанных деталей путем склеивания? Даже в этом случае создание прототипа на принтере будет более простым и в разы более быстрым, чем при использовании традиционного оборудования.
Расходные материалы: что и почем?
В большинстве случаев технология печати объемного объекта предполагает использование пластика или воска. Пластики для 3D-принтеров подразделяются на две группы:- группа ABS включает одноименный пластик и сходные с ним по характеристикам поликарбонат, гибкий и прочный нейлон PA и ударопрочный полистирол HIPS;
- к группе PLA кроме одноименного пластика-«короля термоусадки» относят водорастворимый PVA, полиэфирный PET, имитирующие древесину Laywoo-D3 и песчаник Laybrick, эластичные TPE и полупрозрачный FlexPolyester.

Общими для всех разновидностей характеристиками является способность плавиться при нагреве и возможность экструдирования в пруток (все пластики продаются в виде намотанных на бобину нитей, устанавливаемых в принтер). Отличаются они температурой плавления, которая должно строго соблюдаться в рабочей камере во избежание искажения углов печатаемой модели и отрыва ее от платформы.
Выплавляемые или выжигаемые прототипы для ювелирных и медицинских целей изготавливаются из модельного воска. Они позволяют достигать высокой точности и детализации, необходимых при печати ювелирных изделий, имплантов, коллекционных дорогостоящих сувениров и т.п.

Наиболее доступным по цене расходным материалом для бюджетных принтеров является, конечно, пластик. Стоимость бобины зависит от типа пластика, его объема и качества и колеблется в пределах $30-80. Профессиональные специализированные принтеры используют для печати более дорогие «расходники»: воск, жидкие фотополимеры и стволовые клетки.
Технологические особенности: подогреваемая площадка и цветная печать

Производители принтеров уверяют пользователей, что их оборудование работает со всеми видами расходных материалов. Но на практике качество моделей, изготавливаемых из ABS-пластика, оказывается более высоким при наличии у принтера подогреваемой площадки и полностью закрытой рабочей камеры. При их отсутствии высок риск расслаивания прототипов в ходе печати при изменении температурного режима в помещении.
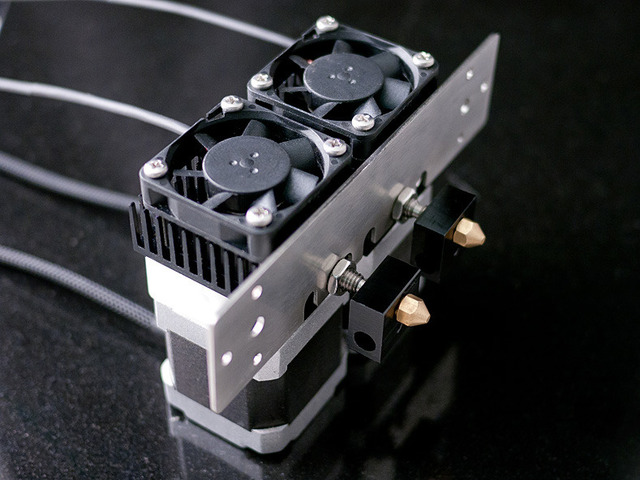
Для цветной печати или печати разными материалами принтер должен быть оснащен дополнительными (вторым и даже третьим) экструдерами – печатающими головками, послойно создающими прототип. Но следует помнить, что увеличение их количества сокращает область печати и затрудняет производство высоких прототипов. Разумеется, двухцветная печать отличается и высоким уровнем сложности. Определитесь – актуальна ли она в Вашем случае.